

公司热线: 18951638188
南京螺旋风管加工-铁皮螺旋风管加工厂-江苏环创通风设备厂家
江苏环创通风设备有限公司
- 经营模式:生产加工
- 地址:江苏省南京市江宁区禄口镇马甫路188号
- 主营:南京风管加工,南京通风管道加工,南京螺旋风管加工
- 产品详情
- 联系方式
- 产品品牌:江苏环创
- 供货总量:不限
- 价格说明:议定
- 包装说明:不限
- 物流说明:货运及物流
- 交货说明:按订单
- 有效期至:长期有效
南京螺旋风管加工-铁皮螺旋风管加工厂-江苏环创通风设备厂家 :
南京通风管道厂家,南京风管加工厂,南京风管厂家江苏环创通风设备有限公司是一家专业从事通风管道加工,螺旋风管定做,圆形风管定做,不锈钢风管加工,椭圆风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。
环创通风设备有限公司—— 南京通风管道加工
专注于厨房排烟管道:
厨房油烟对人体的危害性相信大家都已经知道了,所以为避免这些污染和危害,很多饭店酒店进行排烟管道安装,同时也会安装一些油烟净化器。下面就来简单了解一下排烟管道安装于厨房所应该注意的一些事项。厨房排烟管道安装、管道的改造需要慎重。这两种管道因受房屋结构的限制,一般不让随意改动。如果不得不改时,经过物业公司的同意。改动时,同时也方便日后的维修。从建筑结构设计来看,排烟管道工程由于有主、副烟道之分是不能随意横向改动的,否则会影响排烟并有倒灌的可能, 而为了美观将烟道口上下移动则不会有不好影响。在对房间利用排烟机进行机械排烟的同时,利用送风机进行机械送风,这种方式称为通风排烟方式。
环创通风设备有限公司——南京椭圆风管加工
如果排烟管道安装的烟机是西式烟机(多为金字塔型)一般烟道的走向为垂直向上,外加不锈钢烟道装饰板,烟道口可改入吊顶内,如果是中式烟机由于烟道导管外一般无装饰板,则烟道口需改在吊顶下适当位置,以便烟道导管经装饰板或从烟机吊柜内同烟机连接。以上就是排烟管道安装于厨房所应该注意的一些事项,希望对一些饭店酒店有所帮助,在进行安装时一定要仔细,保证安装在恰当的位置。









江苏环创通风设备有限公司是一家专业从事通风管道加工,螺旋风管定做,圆形风管定做,不锈钢风管加工,椭圆风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。

环创通风设备有限公司—— 南京通风管道加工,南京螺旋风管定做,南京圆形风管定做
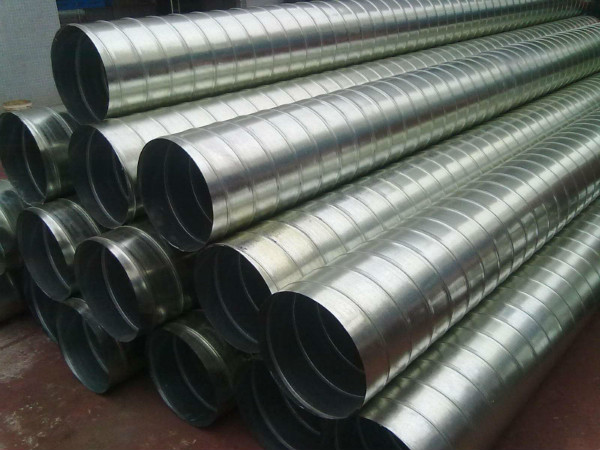
螺旋风管的空气流动性好,有效通流面积大,系统压降小,日常运行系统耗电量少。同时由于螺旋风管采用螺旋状咬口,因此相比同等规格的铁皮风管,其强度要高。当空气通过管道进行传递的过程中,由于圆周设有螺旋型咬缝,增加风管的强度,不易产生振动,因此在降低低频噪声传递上,具有良好的隔声效果,能够有效的降低了管壁传声,提高建筑品质。有研究表明,同样采用D200,厚度为26#钢板制作的对缝管与螺旋管,由于螺旋管的刚度高于对缝管,其低频段比后者低3~10dB,中高频段低12~20 dB。在相近风管截面、风管材料厚度相同的前提下,在低频段椭圆螺旋风管的隔声量优于矩形风管10dB左右。

环创通风设备有限公司—— 南京通风管道生产,南京不锈钢风管加工,南京椭圆风管加工
角铁法兰风管检验规范
1.角铁法兰下料要求准确,螺栓孔距离要均匀,铆钉孔位置合理,无特殊要求应间距150mm以内。
2.角铁法兰焊接应平整,尺寸要合理,对角线误差应在3mm以内,对焊处应当无明显落差,焊缝处应当清理药皮,防止喷漆后脱落,无烧透,漏焊等现象。
3.角铁法兰批量生产时,部分焊接完成后应抽检,检查螺栓孔是否对齐,及时进行调整,以保证螺栓孔位置一致。
4.角铁法兰喷漆应当均匀密布,无漏喷现象,搬运过程中尽量减少防锈漆的磨损和掉落。
5.角铁法兰铆接时侧面应当与镀锌板连接紧密,缝隙应在2mm以内,搬边应当平整,与角铁法兰无缝隙,铆接完成后风管外观无严重划痕及污渍。
6.其他要求同共板法兰风管。
螺旋风管加工
风管系统的严密性检验,应符合下列规定:
1)低压系统风管的严密性检验应采用抽检,抽检率为5%,且不得少于1个系统。在加工工艺得到保证的前提下,采用漏光法检测。检测不合格时,应按规定的抽检率做漏风量测试。中压系统风管的严密性检验,应在漏光法检测合格后,对系统漏风量测试进行抽检,抽检率为20%,且不得少于1个系统。高压系统风管的严密性检验,为全数进行漏风量测试。系统风管严密性检验的被抽检系统,应全数合格,则视为通过;如有不合格时,则应再加倍抽检,直至全数合格。
根据风管的尺寸,选择不同的板材厚度,然后留足咬口余量、进行下料。
4.3.1.2划线方法要严密,做到角直、线平、等分准确、经常检验结合尺寸,达到交圈严格、尺寸正确的目的。
4.3.1.3剪切、倒角要正确,尽量减少误差,操作时避免接缝、翻边处重叠。
4.3.1.4制作风管及部件时尽量采用咬口连接,因为咬口缝可以增加风管的强度。
4.3.1.5根据不同的板材厚度选择咬口的宽度和留量,咬口操作时,避免咬口不实,造成胀裂及半咬口现象。





